| Главная Вокруг авто Общий тюнинг Автолегенды Практические советы Полезно знать | ||
Ремонт механизма газораспределения двигателя автомобиля МосквичРемонт механизма газораспределения производите в тех случаях, когда в двигателе имеются следующие неисправности:- уменьшена компрессия в цилиндрах вследствие потери герметичности клапанов, что приводит к падению мощности, увеличению расхода топлива и затруднениям при пуске двигателя; - дымный выхлоп сразу после пуска, прекращающийся с началом устойчивой работы двигателя; - шумность работы клапанного механизма, превышающая допустимый уровень. Кроме того, ремонтируйте механизм газораспределения, когда при общей разборке двигателя обнаружите повышенный износ стрежней клапанов и их направляющих втулок, обгорание рабочих фасок клапанов и сильный износ фасок седел, поломка или остаточная деформация клапанных пружин, износ цепи и распределительных звездочек, износ шеек и кулачков распределительного вала и износ осей и опорных пяток коромысел. Снятие и установка клапанов.Разборку головки цилиндров производите в следующем порядке:- зажмите головку в тисках; - отвepнитe винты крепления упорного фланца распределительного вала и снимите фланец; - расконтрите регулировочные винты коромысел и выверните их так, чтобы сферические концы были утоплены в резьбовых отверстиях, и снимите наконечники стержней клапанов; - с помощью оправки выбейте оси коромысел из отверстий в головке и снимите коромысла, пружины осей и распорные втулки (см. "Разборка осей коромысел клапанов"); - выньте шток привода бензинового насоса и распределительный вал из подшипников; - пометьте каждый клапан порядковым номером цилиндра, чтобы сохранить порядок расположения клапанов; - снимите клапаны, подлежащие разборке. При износе стержней клапанов они заменяются на новые (стержни шлифовке не подлежат, т. к. направляющие втулки и сухари ремонтных размеров не изготавливаются). При установке в головку стержни клапанов обязательно смажьте графитовой смазкой. Установку клапанов производите в обратной последовательности. При этом проверьте состояние и величину износа стержней клапанов и их направляющих втулок, рабочих фасок, седел и клапанных пружин. При каждой сборке головки цилиндров с клапанами, после ремонта или после притирки клапанов, уплотнительные сальники тарелки пружин клапана обязательно замените на новые, независимо от состояния. Эта замена необходима, чтобы исключить просачивание масла через уплотнительные шайбы, так как от времени материал твердеет и теряет упругость, необходимую для созданий уплотнений. Проверка состояния клапанов и направляющих втулок.Проверку состояния клапанов и направляющих втулок производите в следующем порядке:- клапаны, вынутые из направляющих втулок, тщательно очистите от нагара, лаковых отложений и промойте. Для временного хранения клапанов используйте деревянную подставку с отверстиями, куда вставляйте клапаны своими стержнями; - при замерах клапана определяется действительный диаметр стержня и биение рабочей фаски. Замеры диаметра стержня клапана производите микрометром, а биение рабочей фаски и стержня клапана — на приспособлении (рис.). 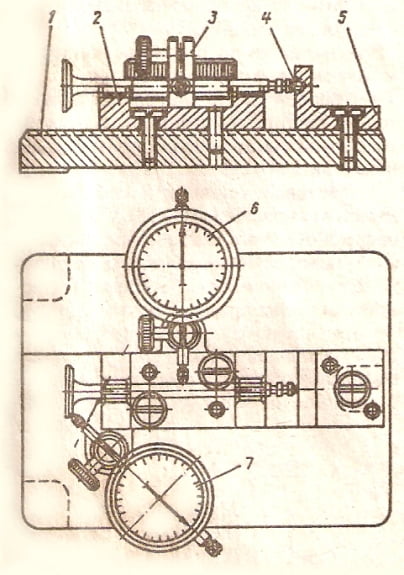 Предельные размеры диаметра стержня клапана, допустимое биение рабочей фаски и диаметральный зазор между отверстием в направляющей втулки и стержни клапана см. табл. 3. Если износ стержня клапана превышает допустимую величину, то замените клапан. Повышенное биение рабочей фаски клапана устраните шлифованием. Шлифование рабочей фаски производите, когда на поверхности ее имеются следы прогара, раковины и другие повреждения. Если износ направляющей втулки превышает допустимую величину, то замените ее. Шлифование рабочих фасок клапанов.Для шлифования рабочих фасок клапанов применяйте специальный станок.При шлифовании снимайте минимальный слой металла, чтобы вывести черноту, раковины и биение, имеющиеся на рабочей фаске клапана. При обнаружении на фаске трещины или коробления самой головки клапан подлежит замене. При шлифовании следите, чтобы фаска не выходила на острие и всегда оставался цилиндрический поясок не менее 0,5 мм. Проверку биения рабочей фаски относительно поверхности стержня клапана производите на приспособлении (см. рис.). При проверке биения клапан укладывайте на призму 2, закрепленную на плите 1 так, чтобы торец его упирался в шарик 4, завальцованный в стойку 5. Затем два индикатора 6 и 7, закрепленные в держателях 3, подведите наконечниками к фаске клапана и его стержню. Проворачивая клапан, один индикатор покажет биение рабочей фаски, а другой биение стержня. Допустимое биение фаски и стержня не более 0,02 мм. Замена направляющих втулок клапанов.Замену направляющей втулки клапана производите в следующем порядке:- выпрессуйте изношенную направляющую втулку клапана из головки цилиндров с помощью оправки (рис.); 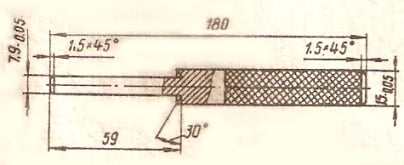 - установите головку цилиндров на сверлильных станок, имеющий наклонный стол. Наклоном стола (угол 26°±5) установите головку так, чтобы шпиндель станка был на оси отверстия направляющей втулки в головке. Затем в головке цилиндров, из которой выпрессована втулка, разверните отверстие до диаметра 15,120-15,142; - запрессуйте в развернутое отверстие в головке цилиндров ремонтную втулку (деталь 412-1007033-РП), имеющую увеличенный на 0,15 мм наружный диаметр (15,184-15,172 мм). Запрессовку производите с помощью оправки, с которой производилась выпрессовка. Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, предварительно пропитайте в масле для двигателя в течение не менее 1,5 часа. При запрессовке выдержать размер, указанный на рис.; 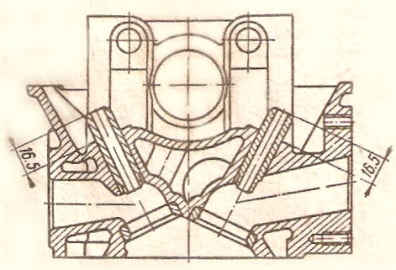 - разверните отверстие в запрессованной втулке до диаметра 8,008-8,026 мм. При этом овальность и конусность не должны быть более 0,006 мм. После развертывания отверстия проверьте прямолинейность оправкой диаметром 7,995 мм, которая должна свободно проходить на всю длину втулки. Шлифование рабочих фасок седел клапанов.Шлифование рабочих фасок седел клапанов производите обязательно при замене направляющих втулок клапанов, а также при большом износе и биении фасок седел относительно оси отверстий направляющих втулок. Седла впускных и выпускных клапанов двигателя имеют большую твердость (не менее 55 по Роквеллу, шкалы С) и поэтому обработку фасок седел производите только шлифованием. Для шлифования применяйте специальную шлифовальную машинку с электрическим приводом (рис.).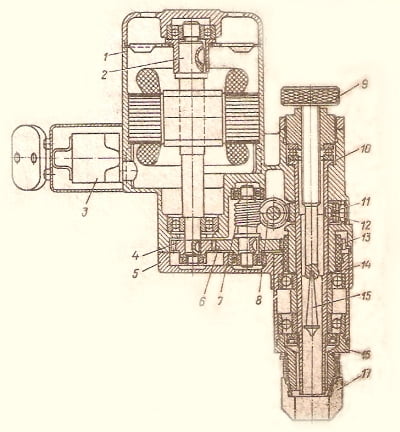 Машинка для шлифования должна быть снабжена набором абразивных кругов с конусами 90°, 120° и 60°; набором специальных оправок, вставляемых в отверстия направляющих втулок и приспособлениями для правки абразивных кругов и для проверки биения фаски. Перед тем как приступить к шлифованию фаски, подберите оправку для отверстия в направляющей втулке, плотно входящую в нее. Подача абразивного инструмента производится вручную, а шлифование ведется до тех пор, пока абразивный круг не начнет снимать металл седла равномерно по всей окружности фаски. Проверку биения фаски по отношению оси отверстия направляющей втулки производите на приспособлении, показанном на рис. Приспособление ставится на ту же оправку, на которой производилось шлифование фаски. Само приспособление состоит из муфты 3, вращающейся на оправке 5, держателя 4 индикатора 6, плотно закрепленного на оправке. Муфта 3 имеет на верхней части коническую поверхность, по которой скользит ножка стержня индикатора, а на нижней конической поверхности муфты в отверстие 2 вставлен специальный наконечник 1. При проворачивании рукой муфты 3 наконечник 1 перемещается по поверхности рабочей фаски седла и при наличии биения вызывает осевое перемещение муфты, которое передается на шкалу индикатора. Величина биений для фасок седел впускных и выпускных клапанов не должна превышать 0,05 мм. Для замера биения фасок седел впускных и выпускных клапанов требуется муфта с различным расположением наконечников, так как диаметры головок клапанов и фаски различны по размерам. Далее проверьте ширину и место расположения на фаске поверхности соприкосновения головки клапана с седлом. Эту проверку делайте следующим образом: - нанесите на седло клапана тонкий слой краски; - вставьте в направляющую втулку соответствующий клапан. Затем клапан проверните, прижимая его к седлу. Считают, что клапан хорошо сидит в седле, если образовавшийся на головке клапана поясок краски располагается в средней части фаски, а ширина пояска находится в пределах 1,2-1,5 мм как для впускного, так и выпускного клапана. Если указанное требование не выполнено, седло клапана прошлифуйте дополнительно (рис.). 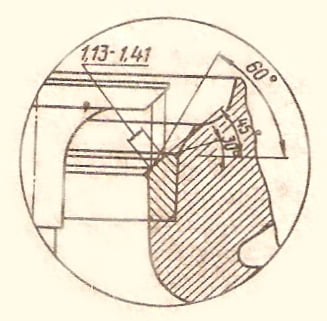 При этом абразивный круг в зависимости от того, куда требуется сместить рабочую фаску седла клапана, должен иметь конус 60° или 120°. Проверка герметичности клапанов.Проверить герметичность клапанов можно следующими способами:- по разрывам слоя краски, наносимой на фаски седел и головок клапанов; - по просачиванию керосина, заливаемого в камеру сгорания; - с помощью пневматического приспособления низкого давления. После установки и сборки всего комплекта клапанов в головку цилиндров и использования пневматического приспособления проверьте их герметичность. В случае негерметичности снимите клапаны, притрите их и повторно проверьте на герметичность. Притирка клапанов к седлам.Для лучшего прилегания рабочей фаски клапана к фаске на седле притрите эти поверхности друг и другу с помощью приспособления (рис.).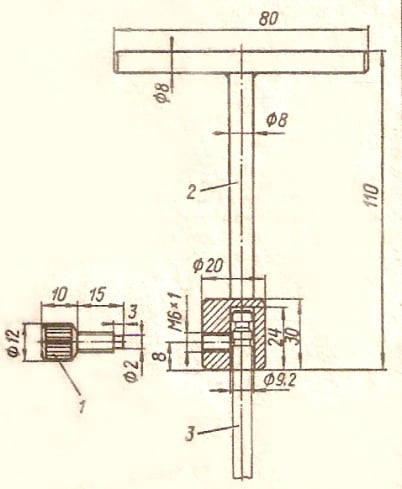 Прилегание притертых фасок друг к другу увеличивает компрессию в цилиндрах двигателя и значительно повышает срок службы выпускных клапанов. Притирку клапанов производите в следующем порядке: - наденьте на стержень притираемого клапана отжимную пружину; - нанесите на фаску головки клапана тонкий слой притирочной пасты. - вставьте клапан с отжимной пружиной в направляющую втулку воротка и зафиксируйте его прижимным винтом; - проворачивайте клапан с помощью приспособления в обе стороны, периодически слегка прижимая его к седлу. При притирке не снимайте с рабочих фасок клапанов и седел слишком много металла, так как это сокращает количество ремонтов седла и клапана и тем самым уменьшает общую продолжительность их службы. К концу притирки уменьшите содержание наждачного порошка в притирочной пасте, а с момента, когда притертые поверхности станут совершенно гладкими и примут ровный сероватый цвет, притирку вести только на одном чистом масле. Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет (без черных пятен) на рабочих поверхностях головки клапана и его седла. Проверка состояния клапанных пружин.Каждый раз при выполнении разборочно-сборочных операций клепанного механизма головки цилиндров проверяйте упругость клапанных пружин. Упругость пружин проверяется на весах (рис.).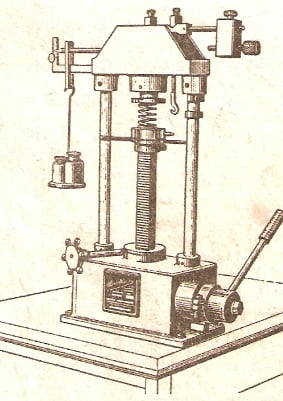 Для новых пружин усилие должно быть: - 398-764 Н (40,7-47,3 кгс) — для большой пружины при длине 27,5 мм и 160-185 Н (16,3-18,9 кгс) при длине 36,5 мм; - 242-280 Н (24,6-28,6 кгс) для малой пружины при длине 25,5 мм и 100-116 Н (10,2-11,8 кгс) при длине 34,5 мм. Если при проверке окажется, что усилие пружины будет на 10% меньше усилия новых пружин, то пружину замените. Следует иметь в виду, что усилие, создаваемое пружиной, уменьшается, если фаска клапана и фаска седла были подвергнуты шлифованию, так как при этом увеличивается рабочая высота пружины и, следовательно, уменьшается усилие прижима клапана к седлу. Поэтому при сборке деталей клепанного механизма под опорные тарелки пружин подкладывайте дополнительные шайбы. Толщину шайб выбирайте так, чтобы при закрытом клапане длина большой пружины была 36,5 мм. Проверка состояния уплотнительных шайб тарелок пружин клапанов.Во время работы двигателя в зазорах между сухарями клапана может скапливаться масло, которое просачивается по стержню клапана к торцу направляющей втулки и затем по зазору во втулке — в камеру сгорания, где попадает на электроды свечи и вызывает перебои в зажигании, а сгорая, дает дымный выхлоп из глушителя. Для защиты от проникновения масла на стержне клапана установлена резиновый уплотнительная сальник. Уплотнительный сальник все время работает в масле при высоких температурах и поэтому от времени твердеет и теряет упругость, что нарушает уплотнение.В связи с этим после каждой разборки клапанного механизма заменяйте старые сальники на новые. Окончательную проверку резинового уплотнения тарелок пружин клапанов производите после сборки головки цилиндров. Для этого установите головку так, чтобы оси каждого ряда клапанов были поочередно вертикальны, и в зазоры между сухарями налейте бензин. Если бензин остается длительное время в зазорах между сухарями, то резиновые сальники обеспечивают уплотнение. В противном случае у клапанов, где просачивается бензин, замените уплотнительные сальники. Разборка осей коромысел клапанов.Разборку осей коромысел клапанов производите в следующем порядке:- пометьте все коромысла и распорные втулки для того, чтобы при сборке установить их на прежние места; - ударом по оправке из бронзы или дюралюминия выбейте оси коромысел из отверстий на головке цилиндров и снимите коромысла, распорные втулки и пружины. Сборку осей коромысел с коромыслами производите в обратной последовательности. При этом: - перед сборкой проверьте степень износа рабочих поверхностей коромысел и их осей и при необходимости изношенные детали замените (см. "Проверка состояния коромысел клапанов и их осей"); - устанавливайте коромысла и распорные втулки согласно меткам, сделанным при разборке, а оси коромысел — в соответствии с выбитым обозначением (рис.); 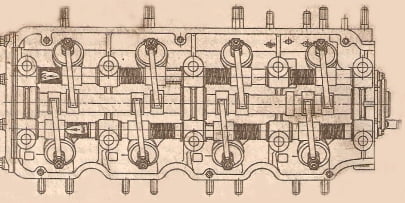 перед установкой коромысел на оси поверхности отверстий в коромыслах смажьте графитной смазкой. Проверка состояния коромысел и клапанов и их осей.Перед проверкой износа коромысел и осей все детали тщательно, промойте в бензине и протрите чистой тряпкой. Коромысло проверьте по внутреннему диаметру отверстия и по величине ступеньки на цилиндрической поверхности опорной пятки. Ось коромысел проверьте по наружному диаметру. Допустимые величины износа диаметра отверстия 6 коромысле и наружного диаметра оси приведены в табл. 3. На цилиндрической поверхности опорной пятки коромысла допускается износ не более 0,05 мм (глубина канавки в средней части). Оси и коромысла, имеющие износы более допустимых, замените на новые.Проверка состояния и ремонт цепи привода газораспределения.Цепь привода газораспределения обеспечивает нормальную работу двигателя на протяжении 125000 км.Проверку состояния цепи производите только при разборке механизма привода газораспределения. Проверку производите в следующем порядке: - промойте тщательно цепь в бензине, вытрите чистой тряпкой и просушите; - просмотрите все звенья на наличие сколов и трещин; - разъедините одно звено цепи и проверьте длину цепи, растянутой усилием 14 кгс. Длина на участке, равном 50 звеньям, не должна превышать 480 мм. Если длина будет больше указанной, то нужно цепь заменить. Перед установкой в мотор цепь обязательно нужно смазать моторным маслом. Проверка состояния распредвала.Тщательно промытый и протертый распредвал нужно осмотреть, замерить диаметры шеек и проверить состояние поверхностей кулачков, шеек и эксцентрика. При наличии задиров на кулачках вал непригоден для эксплуатации.Шлифование шеек и кулачков под ремонтные размеры не допустимо. Пределы допустимых износов указаны в табл. 3. Регулировка зазоров между торцами наконечников регулировочных болтов коромысел и стержнями клапанов.Регулировку тепловых зазоров производите только на холодном двигателе, при температуре ОЖ в системе охлаждения 15-25° С.Зазоры между торцами наконечников регулировочных болтов коромысел и стержней клапанов должны быть для впускного и выпускного клапанов — 0,15 мм. При достижении нормального теплового режима мотора (температура ОЖ составляет 80° С) зазоры станут нормальными — 0,2 мм. Проверку зазоров производите в следующем порядке: - установите поршень первого цилиндра (считая от радиатора) в в.м.т. такта сжатия (оба клапаны закрыты). - отрегулируйте зазоры между торцами наконечников болтов коромысел и стержней клапанов. Ключом (14 мм) отпустите контргайку регулировочного болта коромысла и вращайте его головку до получения требуемого зазора; - проверьте плоским щупом зазоры первого цилиндра; - затяните контргайки регулировочных болтов коромысел и вновь проверьте плоским щупом зазоры; - проверните коленвал ровно на пол оборота; - отрегулируйте зазоры клапанов третьего цилиндра; - последующими поворотами коленвала ровно на половину оборота установите зазоры в четвертом, а потом и во втором цилиндрах; - установите назад крышку клапанную проверив перед этим уплотнительную прокладку. В случае необходимости прокладку замените. Снятие и установка масляного насоса.Масляный насос не имеет специального корпуса. Шестерни насоса работают непосредственно в расточке нижней крышки звездочек. Для разборки насоса отверните четыре болта крепления крышки масляного насоса, снимите крышку и выньте шестерни из расточки. После разборки шестерни и полость в крышке промойте бензином и протрите. Проверьте зазор между диаметром расточки в крышке звездочек и наружным диаметром шестерен. Одновременно проверьте зазор по ширине шестерни, который может быть отрегулирован путем подбора толщины прокладки между крышкой масляного насоса и плоской нижней крышки звездочек. Величины допустимых зазоров указаны в табл. 3. После установки шестерен в крышку звездочек проверьте их вращение. Шестерни должны свободно вращаться от руки. При установке на двигатель нижней крышки звездочек с собранным масляным насосом шлицевой валик ведущей шестерни можно устанавливать в любом положении.Проверка работы масляного насоса.Дол проверки насоса убедитесь в исправности редукционного клапана. Для проверки клапан нужно установить на специальный стенд и испытать. Проверку проводите на масле при температуре 15-25° С. При давлении до 0,4 МПа (4 кгс/см²) клапан должен быть закрыт и допускается лишь вытекание отдельных капель. При давлении 0,6 МПа (6 кгс/см²) клапан должен быть открыт полностью, а масло должно вытекать непрерывной струей.При необходимости фаску самого клапана притрите к седлу в корпусе, а усилие сжатия пружины отрегулируйте винтом. После окончательной сборки масляного насоса проверьте на специальном стенде. Применяйте масло при температуре 20-22° С. При частоте вращения насоса 250 об/мин и при закрытом отверстии выхода давление жидкости не должно быть менее 0,2 МПа (2 кгс/см²). Проверка состояния деталей механизма привода масляного насоса и распределителя зажигания.После снятия распределителя проверьте состояние следующих деталей:- ведомой шестерни привода на износ зуба; - опорной шайбы и торца корпуса на зазор между ними; - корпуса и валика привода на радиальный зазор между ними. Износ зубьев по профилю определяйте путем замера толщины зуба зубомером. При износе зубьев по толщине более, чем на 0,15 мм от первоначальной толщины, шестерню замените. Допустимый для дальнейшей эксплуатации зазор между торцом и опорной шайбой — 0,25 мм. Допустимый радиальный зазор для валика — 0,016-0,052 мм. Проверка масляного фильтра.При замене фильтра заменяйте резиновые уплотнительные шайбы и кольца. Особенно тщательно проверяйте предохранительный клапан фильтра. Для этого корпус клапана выверните из крышки фильтра и разберите. При большом износе шарика клапана замените его.Собранный клапан испытайте на специальном стенде на герметичность и на момент открытия. Клапан должен открываться при давлении 0,09-0,11 МПа (0,9-1,1 кгс/см²). Проверку клапана проводите тщательно, так как негерметичный клапан может пропускать неочищенное масло в систему. Возможные неисправности двигателя. Состояние двигателя остается стабильным продолжительное время, но затем наступает период, когда эксплуатационные показатели начинают
ухудшатся, и для востановления необходим ремонт. Основанием для ремонта служат те или иные неисправности…
Состояние двигателя остается стабильным продолжительное время, но затем наступает период, когда эксплуатационные показатели начинают
ухудшатся, и для востановления необходим ремонт. Основанием для ремонта служат те или иные неисправности…
|
||
| (c) moskvich2140.ru | ||